This is Part 3 of a multi-part story about making a trailer for carrying a generator to Burning Man. To read the previous episode, please click here.
The trailer is ready for licensing, so I have gathered the necessary paperwork, and I have my checkbook ready (what’s a checkbook?) and I am going to take the trailer to the Department of Motor Vehicles in the morning.

I picked it up from the welder’s shop on Friday afternoon and drove it to my house, which was a bit chaotic with house painters working at the same time. Nonetheless, I managed to push the trailer by hand into my driveway where I applied chocks to the wheels and began the process of getting the taillights wired.
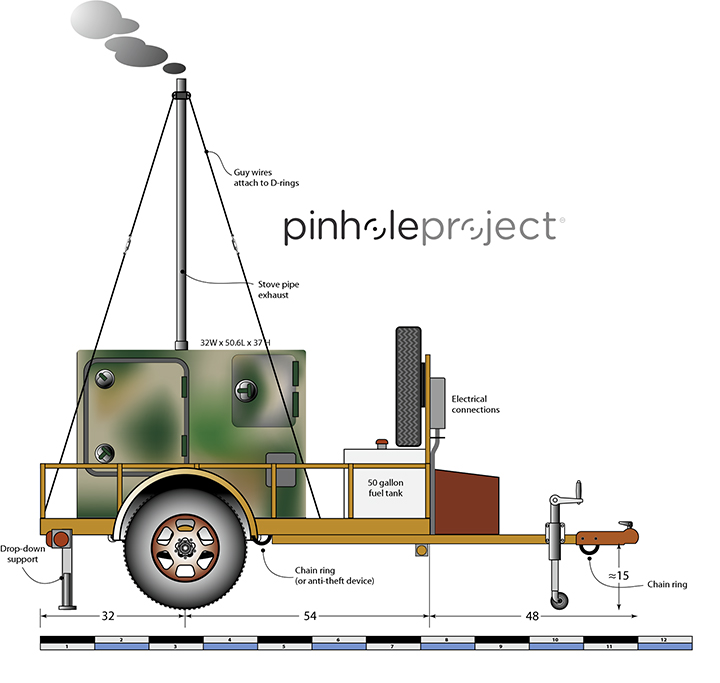
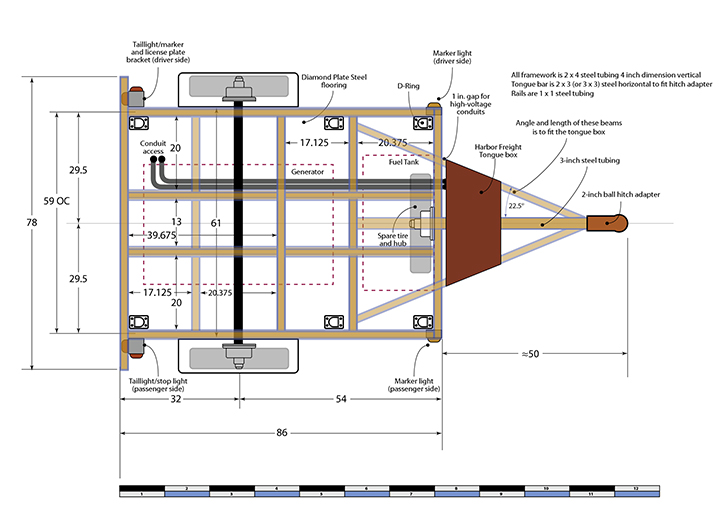
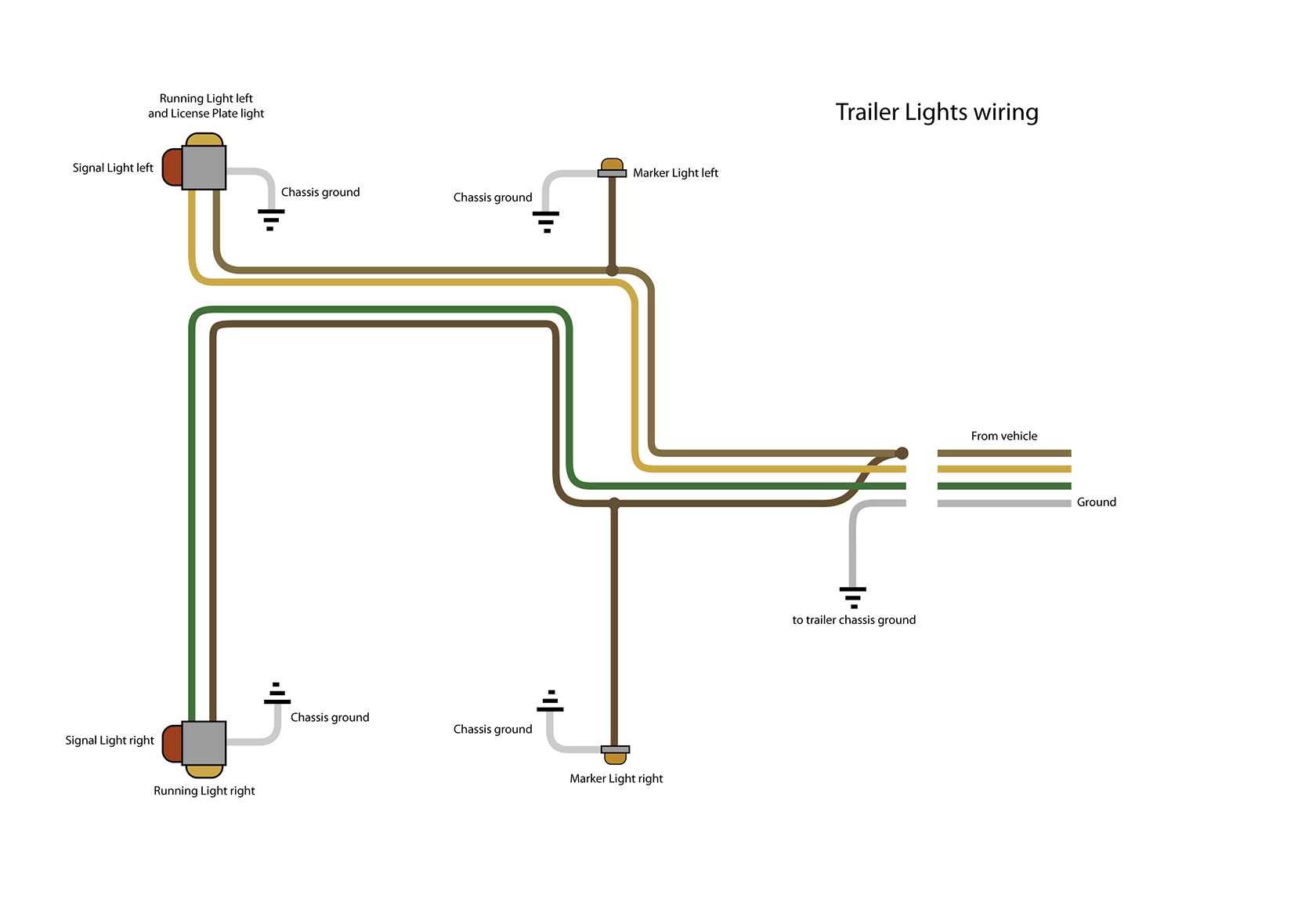
For such a small and light trailer, it does not need brakes, so there is no need for wiring the more complicated electric brake systems that are found on heavier trailers. All I have is four lights: rear left and right running and signal lights and two amber marker lights on the sides. Hank, the world’s best welder, installed electrical conduits under the trailer inside of which I ran the wires.
California (I assume that all states have the same requirements) wants all trailers to have a lighted license plate, stop and turn signals, and the two marker lights on the sides. They also want to know how much I have spent building the trailer so that they can assess the license fee. I don’t yet know if this will be a permanent license (only needs to be registered once) or an annual license. I’ll find out in the morning.
To get the trailer to the DMV, they told me to drive it – even though it is not licensed yet. This small act of illegality amuses me. I drove it from Hank’s shop to my house, then once around the block to get it into a different parking place, and then I will drive it to the DMV, with the understanding that if I were to be questioned by law enforcement en route I can say, “They told me to do it!.” (That’s not going to happen.)
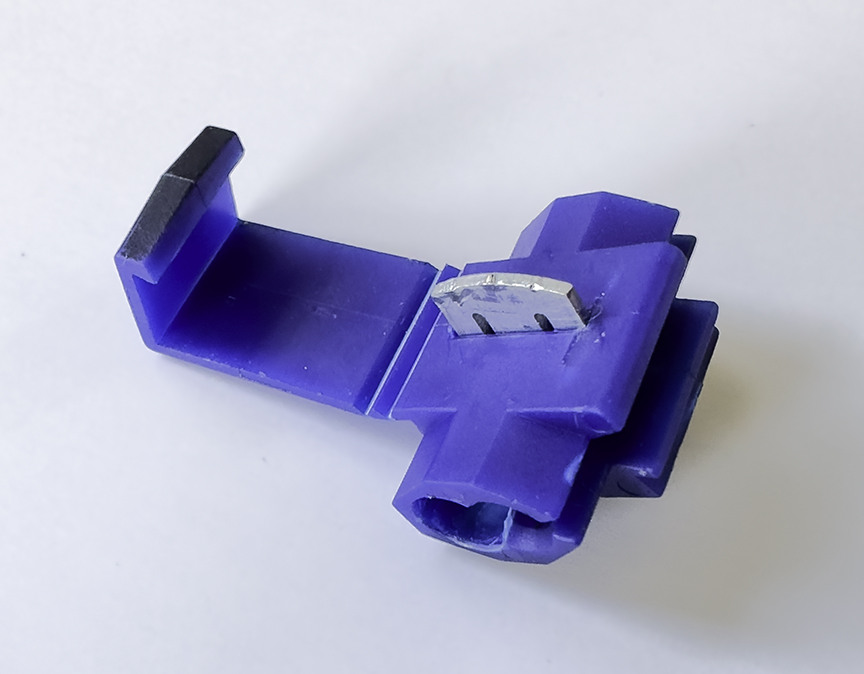
Wiring the lights was relatively easy. I bought a wiring kit from etrailer.com, and that came with a complete wiring harness, plugs, wires, clips, and several plastic three-way splicers. I fished the wires from the front of the trailer to the back through the conduits, then attached the chassis ground at the hitch, and worked my way toward the back. I wish I could tell you that it worked perfectly. I had a couple of problems.

The lights use only one conductor per color – yellow for left signal, green for right signal, and brown for all the markers. The second conductor is the steel of the trailer frame which carries the electricity for the ground of all the lights.
The two marker lights along the sides have only one wire coming out of them, and that wire attaches with one of the three-way plastic splicers. These things look effective, and I did try them. They allow the brown wire to slide through without cutting it, and the marker light wire (also brown) to enter through a parallel hole. Then, using a large plier, you push a small steel pin through the insulation of the wires and it makes electrical contact. Once that pin is pushed in fully, there is a plastic lock that folds over the top, keeping the pin in place.

I finished in a couple of hours, and was ready to test the system. I backed my VW Touareg into the driveway and put the hitch on the ball. Then I went to connect the plug and it wasn’t long enough to reach the outlet under the rear bumper of the car. Since I started at the tongue and worked backward there was no wire to pull forward to make it longer, so I had to make a splice to lengthen it (embarrassing!). While I was working on that I also decided not to have four loose wires going between the trailer and the car, so I used some waxed cotton string to make a wire loom by wrapping the string around and around the cable to hold the wires together and to cover up my embarrassing error. It turned out very nicely and looks great,
Hours later I was finished, again, and I plugged the cable to the VW and turned the lights on. Left blinker worked, right blinker worked. Brakes worked. Running lights and license plate light worked. But the two amber marker lights were both inoperative.
I stopped for the day to give my mind a rest and to attend a lovely choral performance in Mission San Luis Obispo. While I was showering to get ready for that concert I realized that it had to be the little plastic three-way connectors that had failed. Since both sides of the rear worked, the marker lights were simply not getting power.
In the morning I tested this theory and determined that it was correct. I removed the splicers and cut the wires, then I put shrink-tube on each set of wires, twisted them tightly together and soldered them in place. Then I slid the shrink tube over the solder joints and heated those with a heat gun to shrink the tubing over the joints. After I cleaned up I tried the lights again and the two amber marker lights were both illuminated. This was what I expected.
With all the wiring complete I am now ready for the legal part of trailer-making. It should be no particular problem to get that done. I plan to be at the DMV when they open, trailer standing by. They will charge me money, give me a license plate, and a VIN number to apply to the trailer. I have no idea what form that VIN will take, but I’ll let you know in the next episode of this not-very-dramatic story of going from a drawing in Adobe Illustrator to a real trailer, ready to be pulled to Burning Man (just two weeks away now, and still a lot of work to do).
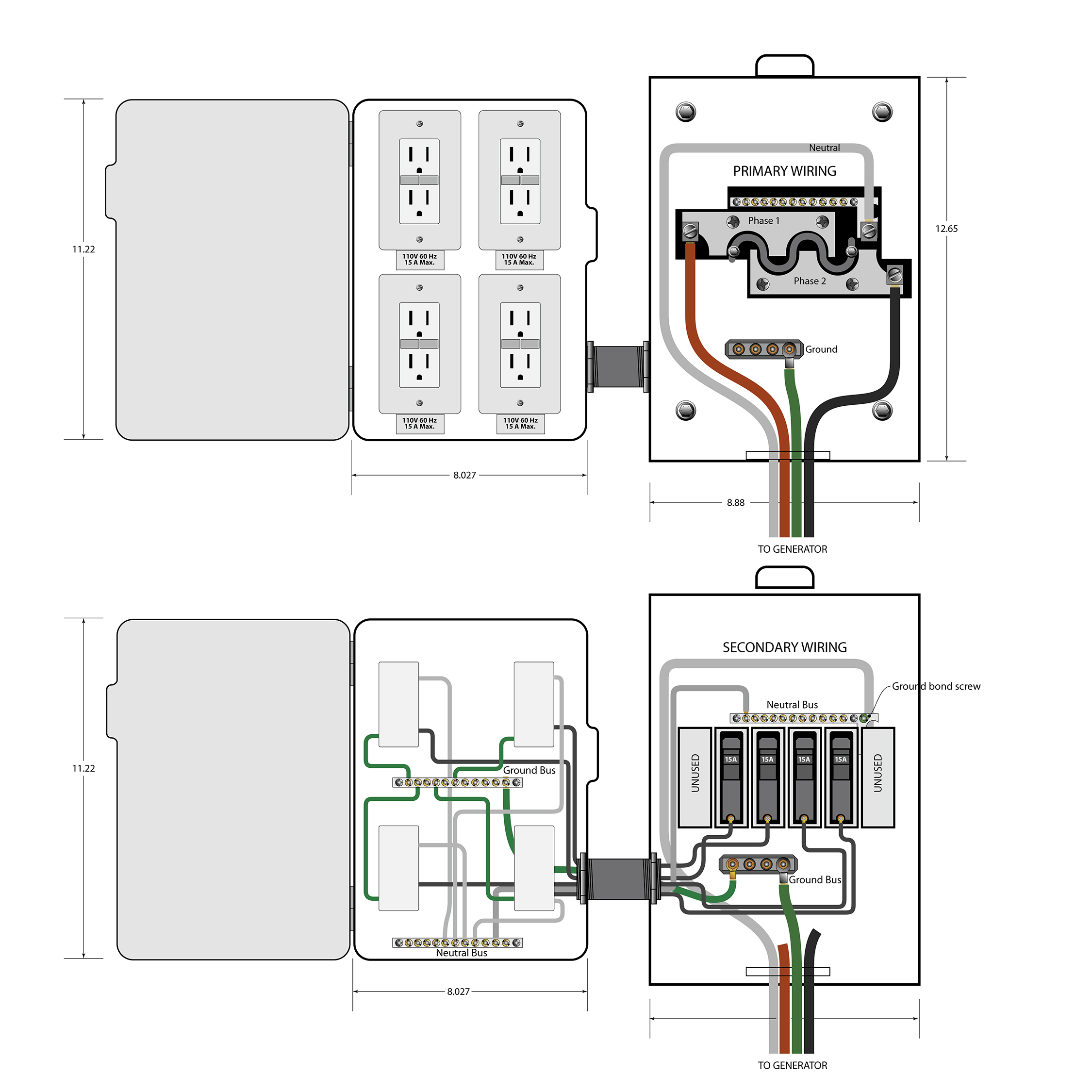
I will also show in the next story how I have built the electrical breaker box and power distribution box for the trailer. Those go on after it’s registered. Stay tuned!